




随着工业的高速发展,密封的工作状况趋于高温、高速、高压,在实际应用中,不可避免的会出现密封失效。造成密封失效的原因很多,密封端面变形就是主要原因,而热变形又是端面变形的主要因素。为了探究哪些设计因素导致了端面热变形及其影响程度,以某合成气压缩机T型槽干气密封为例进行分析研究。
首先结合国内外相关资料,分析密封环温度场、密封环变形、密封环耦合、密封环优化等方面的研究进展与研究方法,从而确定本文的研究方案;通过热、结构及耦合等理论分析,确定本文的计算研究方法。 应用有限元分析法,通过热平衡分析和模型简化,建立稳态T型槽干气密封动、静环温度场模型,应用数值分析方法对密封环温度场进行求解,获得温度分布规律:
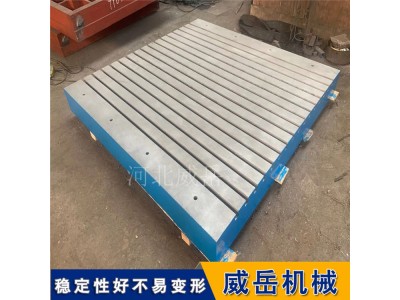
铸造铸铁T型槽工作台,铸件时容易发生挠曲变形该如何应对,在生产铸造铸铁铸铁T型工作台铸件时一般的铸铁件,壁厚差别不大且结构上刚度较大的都没有必要留反变形量。但是铸造大平板(平台)产品、大的床身铸件、大型箱体类似及细长的纺织零件(如龙肋、胸梁等)类铸件时,由于冷速度的不均匀性,铸件冷后常发生挠曲变形,因此对于这些易发生挠曲变形的铸件应该正确对待,做出反变形量。
影响铸铁T型槽平台铸件发生挠曲变形的因素很多,例如合金性能、铸件结构和尺寸大小、浇冒系统的安排、浇注温度和速度、打箱温度、造型方法、砂型刚度等。总结出来大概分为两个方面,一是铸件冷时的温度场的变化,二是导致铸件变形的剩余应力的分布情况。判明铸件的变形方向很重要:铸件冷缓慢的一侧肯定受拉应力而发生内凹变形;冷较快的一侧肯定受压应力而发生外凸变形。
T型槽工作台铸件反变形量的大小,一般是根据实际生产中灵活掌控的,
1利用生产工艺也可防止铸件收缩变形;
2利用调整模型不同部位的缩尺和加工余量的大小也同样能使铸件达到图样的要求;
3为防止长条铸件挠曲,如果采取早开箱,将铸件在红热状态下夹紧,此时也可不留反变形量,应修改模样尺寸;
4使用铸件工艺补正量要求有丰富的经验,各种大型铸件的工艺补正量的经验数据都是一定生产条件下取得的使用时应仔细分析http://www.chinaweiyue.com/咨询13231713280。
以上就是关于对症下药-解决上海T型槽工作台变形的方法全部的内容,关注我们,带您了解更多相关内容。

